શ્રીમતી શેનના સારા મિત્ર, જૂના ડબલ્યુ, ચોક્કસ સમારકામની દુકાનમાં કામ કરે છે.સમાન મુખ્યને કારણે, બે કુદરતી રીતે ખામીયુક્ત મોટર્સ પર વધુ વિષયો ધરાવે છે.સુશ્રી શેન પાસે મોટર ફોલ્ટ કેસો જોવાનો વિશેષાધિકાર અને તક પણ છે.તેમના યુનિટે H355 2P 280kW કાસ્ટ એલ્યુમિનિયમ રોટર મોટર હાથ ધરી છે.ગ્રાહકે કહ્યું કે ડિબગીંગ પ્રક્રિયા દરમિયાન સ્પષ્ટ કંપન હતું, અને બેરિંગ બદલવાનું કામ ન થયું.જો કે, હીટિંગ માટે સમયની જરૂરિયાતને લીધે, ઉત્પાદક ફક્ત નજીકના રિપેર યુનિટ તરફ જ જઈ શકે છે., જે એકમ છે જ્યાં જૂનું W સ્થિત છે.

ગ્રાહક દ્વારા લેવામાં આવેલા પગલાં સાથે જોડાઈને, ડિસએસેમ્બલી અને જાળવણી દરમિયાન શાફ્ટને મેન્યુઅલી ખેંચી શકાય છે.આયર્ન કોર શાફ્ટ હોલ અને મોટર રોટર કોરના શાફ્ટનું કદ શોધી કાઢવામાં આવે છે.બંને વચ્ચેનો ફિટ સ્પષ્ટ ક્લિયરન્સ ફિટ છે, અને ન્યૂનતમ ક્લિયરન્સ એક બાજુ 0.08mm છે.રિપેર યુનિટે ઉત્પાદકને સમસ્યા પર પ્રતિસાદ આપ્યો, અને તેઓએ સમસ્યાની ઘટના પર વ્યાપક નિરીક્ષણ હાથ ધર્યું.મારા સારા મિત્ર જૂના ડબલ્યુને કારણે, કુ. શેનને સમસ્યાની પ્રક્રિયાની થોડી સમજ છે, અને સમસ્યાના મારા પોતાના વિશ્લેષણ સાથે, હું આ કેસ તમારી સાથે શેર કરીશ.
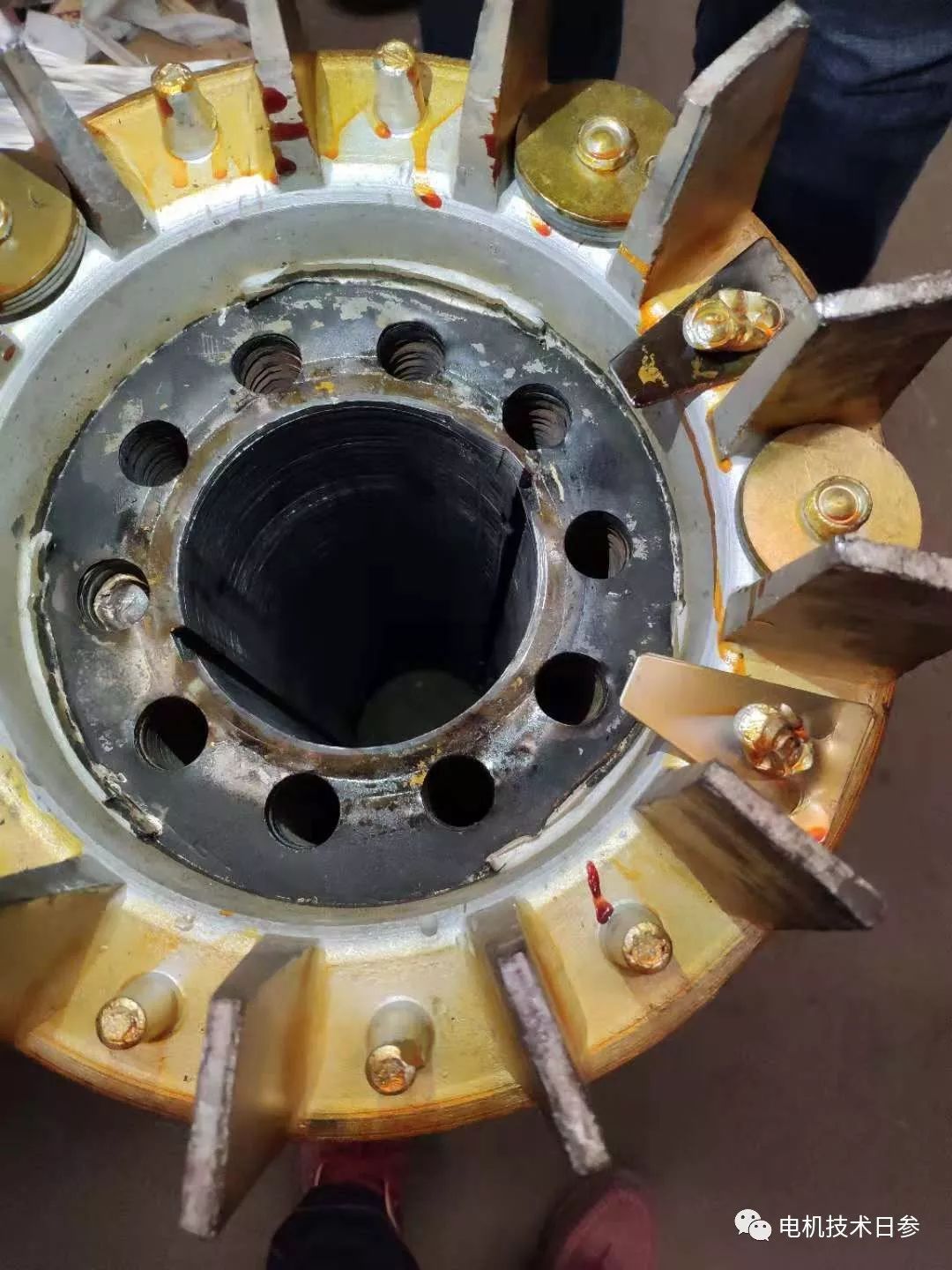
●શાફ્ટની પરિઘની દિશામાં પરિઘીય સ્ક્રેચેસ છે, પરંતુ તે મૂળ મશીનની સપાટી પર ખૂબ અસર કરતું નથી.દ્વારા આપવામાં આવેલ માહિતી મુજબઉત્પાદક, શાફ્ટના મશીનિંગ કદમાં કોઈ મોટી સમસ્યા નથી, અનેશાફ્ટ હોલનો વ્યાસ દેખીતી રીતે સહનશીલતાની બહાર છે.
●જ્યારે રોટર શાફ્ટ હોલનું કદ ખૂબ મોટું હોય, ત્યારે તે શોધી શકાય છે કે એક છેડે શાફ્ટ હોલ ગંભીર રીતે ક્ષતિગ્રસ્ત છે, અને આયર્ન કોરના અંતમાં પોટ બોટમના સ્પષ્ટ સંકેતો છે;
●શાફ્ટના છિદ્રની અક્ષીય દિશામાં સ્પષ્ટ વાસ્તવિક સ્ક્રેચ માર્કસ છે, જે શાફ્ટની ઉપાડની પ્રક્રિયાને કારણે થવા જોઈએ;
●રોટરની સપાટી સંપૂર્ણપણે કાળી છે, જે ગરમ થયા પછી દેખીતી રીતે સ્થિતિમાં છે;રોટર સ્લોટ્સ ગંભીરપણે લાકડાંઈ નો વહેર છે.
નિરીક્ષણમાંથી, એવું જાણવા મળ્યું હતું કે રોટર શાફ્ટને ગરમ કરીને પાછો ખેંચી લેવામાં આવ્યો હતો.આ પ્રક્રિયાને કારણે શાફ્ટ હોલનો વ્યાસ ક્ષતિગ્રસ્ત અને મોટો થયો.સ્ટાન્ડર્ડ શાફ્ટ ફરીથી દાખલ કર્યા પછી, મોટરના સંચાલન દરમિયાન રોટર કેન્દ્રત્યાગી હતું, અને શાફ્ટ સાથે સામયિક અને બિન-સામયિક સંપર્ક થયો હતો.આઘાત, અને અંતિમ પરિણામ મોટર સ્પંદન છે.આ સમસ્યા મોટરના પરીક્ષણ તબક્કામાં અથવા મોટરના ઉપયોગના તબક્કામાં થઈ શકે છે, પરંતુ તે મોટર માટે જ ઘાતક ફટકો છે.
જ્યારે મોટરનું રોટર ગતિશીલ સંતુલન પ્રક્રિયા દરમિયાન સંતુલન નિયંત્રણ આવશ્યકતાઓને પૂર્ણ કરી શકતું નથી, ત્યારે ઘોડાની સમસ્યાઓ માટે રોટર તપાસો, તેલ ભરેલા કોલ્ડ પ્રેસિંગ દ્વારા શાફ્ટને પાછો ખેંચો અને પછી કેલિબ્રેશન ટૂલમાં મૂકો (સમાનખોટા શાફ્ટ સુધી) કાસ્ટ એલ્યુમિનિયમ રોટર કોરને આકાર આપવા માટે.પૂર્ણ થયા પછી, શાફ્ટ અને આયર્ન કોર ચુસ્તપણે બંધાયેલા છે અને તેને પાછી ખેંચી શકાતી નથી, અને શાફ્ટને ઠંડા દબાવીને બળજબરીથી પાછો ખેંચી લેવામાં આવે છે, જે આખરે આયર્ન કોર હોલને ગંભીર નુકસાન અને વિકૃતિ તરફ દોરી જાય છે, અને શાફ્ટના છિદ્રનો વ્યાસ છે. પણ ગંભીરતાપૂર્વક સહનશીલતા બહાર;પરિણામે રોટર કાળા પડી જાય છે કારણ એ છે કે શાફ્ટ અને રોટર પ્રારંભિક આકાર આપતી વખતે ગરમ થાય છે.
વિવિધ મોટર ઉત્પાદકો દ્વારા સમાન સમસ્યાઓનો સામનો કરવો પડી શકે છે, પરંતુ સામાન્ય ઉત્પાદન અને પ્રક્રિયા પ્રક્રિયા કરતાં સમારકામ પ્રક્રિયાને નિયંત્રિત કરવી કેટલીકવાર વધુ મુશ્કેલ હોય છે, કારણ કે દરેક કેસની તેની પોતાની વ્યક્તિગત લાક્ષણિકતાઓ હશે, પરંતુ આ સમસ્યાને કેવી રીતે હલ કરવી તે ટેકનોલોજીની બાબત છે અને સંચાલનઅસરકારક ફ્યુઝન.
પોસ્ટ સમય: એપ્રિલ-17-2023